1981 eingeführt, diente der 3D-Druck lange Zeit dazu, Kunststoffe in revolutionär neue Formen zu bringen. Der direkte und schnelle Ansatz, ein Bauteil am Computer zu entwerfen und es ohne Verwendung einer Form herzustellen, eröffnete (fast) unbegrenzte Möglichkeiten in Sachen Design. Schunk hat die Zukunftstechnologie nicht nur mit gängigen Werkstoffen umgesetzt, sondern ermöglicht auch die additive Fertigung unter Verwendung von Hochleistungswerkstoffen wie Keramik, speziellem Pulvermetall, faserverstärkten Verbundwerkstoffen sowie den 3D-Druck von Mehrkomponentenmaterialien. Wie Kunden von der Produktidee bis zur Serien- und Massenproduktion von dieser Technologie profitieren und wie der Stand der Entwicklung ist, erfahren Sie in meinem Tech-Talk mit unseren Experten Dr. Lars Schnetter, Tobias Heusel und Florian Reichert.
Viele Jahre lang war der 3D-Druck von technischer Keramik nur ein Traum in der Ingenieurswelt. Es war schwer vorstellbar, dass das Verfahren mit einem derart harten Material jemals funktionieren würde. Vor allem vor dem Hintergrund, dass Keramik während des Sinterns schrumpft. Die maximale Größe herstellbarer Teile war lange Zeit auf wenige Kubikzentimeter begrenzt. Bei Schunk ist man mittlerweile jedoch sehr viel weiter …
⇒ Sie möchten sich mit unseren Experten austauschen oder benötigen spezifische Beratung zu unseren 3D-Werkstoffen? Kontaktieren Sie uns gern!
Interview mit Dr. Lars Schnetter zum keramischen 3D-Druck
Was ist das Besondere an der 3D-Druck-Technologie im Bereich Technical Ceramics, Lars?
Grundsätzlich stehen uns alle konventionellen Umformtechnologien zur Verfügung. Der 3D-Druck von Grünteilen ist für uns jedoch eine großartige Möglichkeit, ein Maß an Designfreiheit zu realisieren, das wir vorher nicht hatten. Für das Brennen der Teile nutzen wir nach wie vor unsere konventionellen Hochtemperaturprozesse. Dadurch bleiben die Kosten unter Kontrolle.
Warum schrumpft RBSiC nicht während des Sinterns?
Lars Schnetter: Der Grund für die geringe Schrumpfung von RBSiC liegt darin, dass ein Teil des Siliziums mit Kohlenstoff zu Siliziumcarbid reagiert und zusammen mit dem primären Siliziumcarbid eine dreidimensionale keramische Matrix bildet. Der Rest des Siliziums hingegen füllt alle verbleibenden Hohlräume aus.
Lars Schnetter während eines Vortrags zu IntrinSiC während der Ceramitec 2022
Was sind die größten Teile, die ihr im 3D-Druck-Verfahren herstellt?
Wie sieht es mit der Qualität der 3D-gedruckten keramischen Komponenten aus?
Lars Schnetter: Wir mussten anfangs feststellen, dass das Drucken von Keramik keine leichte Aufgabe ist. Die Materialeigenschaften wie Härte, Festigkeit, Dichte und Elastizitäts-Modul konnten zunächst nicht mit dem Niveau unserer konventionellen Materialien mithalten. Von Zeit zu Zeit hatten wir auch Probleme mit Rissen.
Aber mittlerweile sind diese Probleme überwunden, und unser 3D-gedrucktes Material ist auf dem gleichen Niveau wie unser herkömmliches RBSiC. Wir können unseren Kunden nun das beste Verfahren für jedes gewünschte Teil bieten und mit Hilfe unserer Garniertechniken sogar konventionelle Verfahren mit unserem 3D-Druck kombinieren.
Was macht den 3D-Druck als zusätzliche Formgebungsmethode so interessant?
Lars Schnetter: Siliziumcarbid ist fast so hart wie Diamant. Es zu bearbeiten ist daher sehr kostspielig und zeitaufwendig. Mit unserem 3D-Druckverfahren hingegen können wir nahezu endkonturnahe Teile herstellen und die Hartbearbeitung minimieren. Darüber hinaus bietet die Technologie eine fast unbegrenzte Designfreiheit, sodass wir komplexe Geometrien realisieren können, die mit konventionellen Methoden gar nicht denkbar wären.
Mittlerweile ist unser additiver Fertigungsprozess hochproduktiv. Wir können eine Jobbox, die zwei Tonnen Material entspricht, in einem Tag bearbeiten. Bei komplexen Teilen ist dies bereits eine sehr produktive Methode, die der Alternative, dem Isopressen mit anschließender Grünbearbeitung dieser Teile, überlegen ist.
Für welche eurer Produkte bietet der 3D-Druck die meisten Vorteile?
Lars Schnetter: Wir haben mit unseren Kunden mehrere Produkte entwickelt und in den Serienmaßstab gebracht.
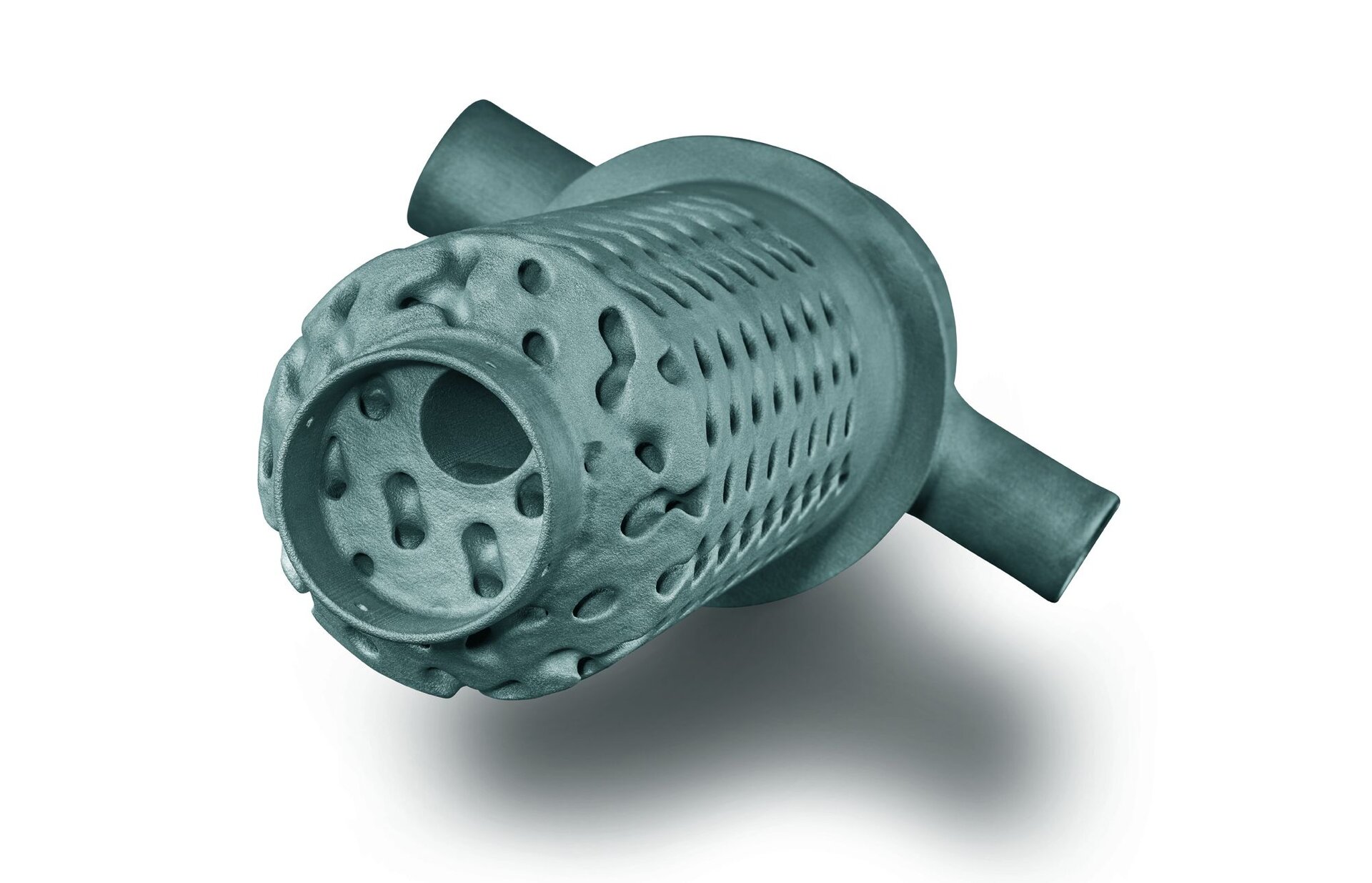
Zum Beispiel ein optimiertes Mantelstrahlrohr für die indirekte Beheizung. Mit den herkömmlichen Formgebungsverfahren sind die realisierbaren inneren Strukturen begrenzt. Mithilfe des 3D-Drucks hingegen können wir komplexe Strukturen mit einer vergrößerten Oberfläche herstellen und so die Effizienz des gesamten Systems erhöhen.
Darüber hinaus fertigen wir Maschinenbauteile, die steif und leicht sein müssen. Im Vergleich zu konventionell geformten und nachbearbeiteten Teilen ist unser 3D-Druckverfahren hier wesentlich wirtschaftlicher. Wir haben Teile entwickelt, die im Vergleich zur ursprünglichen Struktur 30 Prozent an Gewicht einsparen, ohne dass die Steifigkeit beeinträchtigt wird.
3D-Druck von Sintermetall
Die additive Fertigung von Metallen war schon immer eine Herausforderung. Aufgrund ihres hohen Schmelzpunktes mussten spezielle Verfahren entwickelt werden. Dazu zählen das direkte Laserstrahlschmelzen, bei dem ein Laser oder eine andere kleine Wärmequelle das Pulver auf der Oberfläche auf- und sofort verschmilzt. Einige Maschinenhersteller und Dienstleister sind mit diesem Verfahren erfolgreich. Schunk geht jedoch einen anderen Weg ...
Interview: Tobias Heusel
Tobias, wie bringt der Bereich Sinter Metals den 3D-Druck voran?
Tobias Heusel: Wie das Team von Technical Ceramics setzen wir auch bei Sinter Metals auf die Binder-Jetting-Technologie. Bei diesem Verfahren wird das Metallpulver Schicht für Schicht in die Auftragsbox eingebracht. Das Teil wird geformt, indem ein Klebstoff an der ausgewählten Stelle aufgetragen wird. Ist die Jobbox gefüllt, wird das lose Pulver entfernt und das Grünteil bleibt übrig. Dieses Grünteil muss anschließend gesintert werden, um die Materialeigenschaften zu erreichen.
Der große Vorteil dieser Binder-Jetting-Methode ist, dass wir keine Stützstruktur im Pulverbett benötigen und daher viele Teile übereinander drucken können. Neben der Formgebung durch das Binder-Jetting nutzen wir die gleichen Verfahren und Anlagen, die wir auch für das Metallpulverspritzgießen verwenden und die sich bereits seit Jahrzehnten in der Massenproduktion bewähren.
Warum setzt Schunk Sinter Metals ausgerechnet auf die Metal Binder-Jetting-Technologie?
Tobias Heusel: Als Automobilzulieferer brauchen wir eine 3D-Druck-Technik, die nicht nur für das Prototyping, sondern auch für die Massenproduktion geeignet ist. Das Metal Binder-Jetting erlaubt uns, pro Tag Tausende von Teilen in einem Durchgang zu drucken. Anschließend erfolgt das Entbindern und Sintern in unserem Inline-Durchlaufofen. Damit ist die durchschnittliche Zykluszeit pro Teil vergleichbar mit allen anderen hocheffizienten Massenproduktionsverfahren. Das macht das Verfahren so attraktiv.
Wie ist der aktuelle Stand der Dinge? Habt ihr schon Teile in der Produktion?
Tobias Heusel: Ja und Nein. Wir sind noch nicht so weit fortgeschritten wie bei Technical Ceramics. Aber es gibt einige Beispiele für unsere bisherigen Aktivitäten im 3D-Druck.
Zusammen mit einem Maschinenhersteller haben wir ein 3D-gedrucktes Kupferbauteil entwickelt, um die Leistung seiner Maschine zu optimieren. Die Designfreiheit des 3D-Drucks hat es uns hier ermöglicht, im Inneren des Bauteils nicht sichtbare Kühlkanäle zu realisieren. Wir nutzten hier sowohl die sehr gute Wärmeleitfähigkeit von Kupfer als auch die elektrische Leitfähigkeit, die traditionell für elektrische Bauteile benötigt wird.
Außerdem haben wir viele Testmuster für die MIM-Serienproduktion hergestellt, um die Projektzeit für Bearbeitung und Messung zu reduzieren. Zum Beispiel eine Grundplatte, die normalerweise im MIM-Verfahren hergestellt wird. Auch hier profitiert der Kunde von höchster Designfreiheit ohne Werkzeugkosten und schneller Lieferung.
Testmuster einer 3D-gedruckten Grundplatte für die MIM-Serienproduktion
Insgesamt sind wir mit verschiedenen Kunden in engen Gesprächen für viele weitere Serienprodukte, die wir der mit Binder-Jetting-Technologie umsetzen wollen. Kurz gesagt: Wir stehen mit einem Bein in der Serienproduktion und sind begierig, mehr zu tun.
Einige Institute und Unternehmen haben sich für die aufstrebende Technologie des Metal Binder-Jettings entschieden. Wie hebt sich Schunk hier ab?
Tobias Heusel: Wir sammeln jetzt seit zwei Jahren Erfahrung mit dem Pulverbettdruck. Unsere ursprüngliche Absicht war es, die Designentwicklung für unsere Kunden zu beschleunigen, indem wir Muster für Versuche zur Verfügung stellen und diese anschließend in ein Sintermetall- oder Metallspritzgießwerkzeug für die Serienproduktion umwandeln.
Aber zum Vorteil unserer Kunden ist es uns in dieser Zeit gelungen, mit Hilfe des 3D-Drucks die gleichen Materialeigenschaften zu erreichen wie mit unseren herkömmlichen Verfahren.
Dieser Erfolg ist bei unseren Kunden aus der Automobil- und Luftfahrtindustrie auf großes Interesse gestoßen, die diese Technologie für die mittlere Serienproduktion in einer Größenordnung von ca. 10.000 bis 50.000 Stück pro Jahr einsetzen wollen.
Inzwischen haben die Binder-Jetting-Anlagen ihre Leistung und vor allem den Durchsatz und die Durchlaufzeit in der Produktion verbessert. Dadurch sind wir nun in der Lage, unseren Kunden Teile zu einem attraktiven Preisniveau und mit kürzeren Durchlaufzeiten anzubieten.
3D-Druck von Faserverbundwerkstoffen
Die additive Fertigung von faserverstärktem Material ist eine Herausforderung. Es gibt eine Vielzahl an verschiedenen Methoden, und jede hat ihre eigene Anwendung. Mit dem Ziel endlosfaserverstärkte Werkstoffe im 3D-Druck-Verfahren herzustellen, will Schunk noch einen Schritt weiter gehen.
Interview: Florian Reichert
Florian, ehrlich gesagt ist der 3D-Druck von Faserverbundwerkstoffen schwer vorstellbar. Wie funktioniert das genau?
Florian Reichert: Grundsätzlich funktioniert der 3D-Druck von Kunststoffen mit dem "Fused Deposition Modeling" oder der "Fused Filament Fabrication". Bei diesen Verfahren trägt der Druckkopf ein geschmolzenes Kunststoff-Filament Schicht für Schicht in einem Muster auf den ausgewählten Bereich auf. Mit dieser Methode arbeiten auch 3D-Drucker für den Heimgebrauch, mit denen beachtliche Ergebnisse erzielt werden können.
Eine Faserverstärkung erhält man, indem kurze Fasern (<1 mm, ca. 300 µm) in das Filament oder den Compound gemischt werden. Bei den verwendeten Kunststoffen handelt es sich um Thermoplasten. Das ist der Stand der Technik, aber dieser reicht für unsere Anwendungen und Eigenschaftsziele nicht aus.
Eine größere Herausforderung ist der Druck mit Endlosfasern. Hier wird eine Faser in das Kunststofffilament eingeführt oder das endlose Filament während des Drucks infiltriert. Am Ende jeder gedruckten Schicht oder Linie wird die Faser geschnitten.
Es besteht auch die Möglichkeit, duroplastische Harze mit Endlosfasern zu verwenden, wobei die Aushärtung des Harzes zum Beispiel durch UV-Bestrahlung erfolgt.
Alle diese Techniken sind faszinierend und eröffnen neue Anwendungen für kohlenstofffaserverstärkte Kunststoffe, aber wir wollen noch einen Schritt weiter gehen.
Was bedeutet das genau? Was ist das Ziel von Schunk?
Florian Reichert: Wir streben den 3D-Druck mit Endlosfaserverstärkung aus kohlenstofffaserverstärktem Kohlenstoff (CFC) an. Das ist sozusagen unsere Champions League des 3D-Drucks mit Faserverstärkung.
Bei einem solchen Material wird das Harz in einem Hochtemperatur-Prozessschritt von mindestens 1.000 Grad Celsius in Kohlenstoff umgewandelt. Eine solche Materialfamilie mit vielen Varianten ist in High-End-Anwendungen weit verbreitet und eine Spezialität von Schunk.
Hierfür kooperieren wir mit Start-ups und Instituten, um die richtige Verarbeitung zu entwickeln und die neue Designfreiheit der additiven Fertigung für endlosfaserverstärkten Kohlenstoff zu nutzen.
Wie man sieht, sind die additive Fertigung und der 3D-Druck sehr vielfältig. Aber was verbindet die additive Fertigung bei Schunk?
Lars Schnetter: Eine Gemeinsamkeit ist, dass wir alle 3D-Drucktechniken für die Serienproduktion entwickeln und Materialien herstellen, die die gleiche Leistungsfähigkeit haben wie unsere konventionellen Materialien.
Tobias Heusel: Und wir können sagen, dass die additive Fertigung für Schunk nicht in dem Sinne revolutionär ist, dass alle Prozessschritte neu sind, sondern dass der 3D-Druck dort eingesetzt wird, wo er sinnvoll ist. Vielmehr ist er eine einzigartige neue Möglichkeit, komplexe 3D-Formen herzustellen. Die nachgelagerten Prozesse sind jedoch identisch mit unserer konventionellen Fertigung. Das macht den Prozess und die Produkte robust.
Florian Reichert: Richtig! Und der Vorteil für unsere Kunden besteht darin, dass sie nun mehr Möglichkeiten haben, neue Teile zu entwerfen, ohne dabei Kompromisse in Bezug auf Qualität und Leistung eingehen zu müssen. Und falls die Kundenanwendung vom Prototyp über die Kleinserie bis hin zur Massenproduktion ansteigt, kann es dann auch wieder vorkommen, dass zum Beispiel die Spritzgusstechnik effizienter ist.
„Unsere Kunden haben nun mehr Möglichkeiten, neue Teile zu entwerfen, ohne dabei Kompromisse in Bezug auf Qualität und Leistung eingehen zu müssen."
Florian Reichert - Head of Composite Development
Kundenvorteile des 3D-Drucks auf einen Blick
Additive Manufacturing und 3D-Druck ermöglichen Geometrien, die mit keiner konventionellen Technologie realisiert werden können. So entstehen ganz neue Produkte.
Die additive Fertigung kann eine Möglichkeit sein, den Produktentwicklungsprozess zu unterstützen, angefangen beim Prototyp und kleinen Vorserien. Wenn das Volumen groß genug ist, kann die Produktion auf konventionelle Großserienverfahren übertragen werden.
Letztendlich kommt es auf die Anwendung und die richtige Auswahl des am besten geeigneten Verfahrens an. In vielen Fällen ist der 3D-Druck auch bei großen Stückzahlen bereits das wirtschaftlichste Verfahren.
Kunden profitieren von der engen Zusammenarbeit und dem Erfahrungsaustausch der verschiedenen Geschäftsbereiche.
Fazit unserer Experten
Tobias, ein Blick in die Zukunft: Wann, glaubst Du, wird sich der 3D-Druck als Fertigungsmethode für Metalle etabliert haben?
Tobias Heusel: Aus meiner Sicht ist noch ein gutes Stück Weg zu gehen, bis wir kreativ genug sind, um die neuen Freiheiten in der Formgebung vollends zu nutzen und Teile auf Anhieb für den 3D-Druck zu entwickeln. Wir stellen bereits Teile in Serie her und der Umsatz steigt stetig. Ich könnte mir vorstellen, dass sich in unserem Bereich der 3D-Druck in den nächsten ein bis zwei Jahren etabliert haben wird.
Florian, der 3D-Druck von Verbundwerkstoffen ist eine doppelte Herausforderung. Wann erwartest Du den Marktdurchbruch?
Florian Reichert: Ja, es ist eine Herausforderung, aber eine hochinteressante. Unsere Hochtemperatur-Verbundwerkstoffe sind High-End-Materialien. Ich bin mir sicher, dass wir mit den neuen Möglichkeiten der additiven Fertigung neue Anwendungen erschließen oder etablierte Anwendungen verbessern werden.
Meiner Meinung nach wird der wirkliche Durchbruch bei additiv gefertigten Faserverbundwerkstoffen mit einer echten 3D-Faserorientierung erreicht. Das bedeutet, dass die Fasern und damit die Festigkeit und Steifigkeit in alle Dimensionen orientiert sind. Das ist es, was wir erreichen wollen und erreichen werden.
Deshalb bin ich optimistisch, dass wir mit solchen Teilen in zwei bis drei Jahren Umsatz machen und unseren Marktanteil dann stetig weiter erhöhen werden.
Technical Ceramics hat recht früh mit dem 3D-Druck begonnen, Lars. Habt ihr eure Entwicklung abgeschlossen?
Lars Schnetter: Wir haben vor acht Jahren angefangen und mittlerweile einen guten Reifegrad erreicht. Wir sind aber bei weitem noch nicht am Ende angelangt.
Ein Beispiel: Für viele Anwendungen im Verteidigungsbereich bringen Werkstoffe mit einem B4C-Anteil entscheidende Gewichtsvorteile, weshalb unser RBSiC/B4C hier der Hauptwerkstoff ist. Um die Vorteile der 3D-Druck-Technologie auch für diesen Markt zugänglich zu machen, werden wir in diesem Jahr unser IntrinSiC-B4C auf den Markt bringen. Gerade für komplexe ballistische Schutzanwendungen in der Luftfahrt, im Fahrzeugschutz und auch im Karosserieschutz ist es eine perfekte Wahl. Enge Toleranzen sind ein weiteres Feld, das wir im Moment erforschen. Wie man sieht, gibt es immer eine nächste Innovation in unserer Pipeline.